مصنع شوناو يوفر آلات عالية الجودة ودعم موثوق بعد البيع إليك دليل سريع لمساعدتك على استكشاف الأخطاء وإصلاحها آلة تلميع الأدوات التلقائية للميلامين والحفاظ على تشغيله بسلاسة إذا كان الاستخراج (التقاط المواد) نظام لا يعمل ، اتبع هذه الخطوات البسيطة لتشخيص المشكلة وإصلاحها الخطوة 1: تحقق من ورقة الحديد على سكة الشفط فحص الورقة الحديدية على سكة الشفط يتفاعلون مع أجهزة استشعار الماكينة ، وبالتالي فإن محاذاةهم أمر بالغ الأهمية قياس المسافة من أسفل ورقة الحديد إلى أسفل ورقة النحاس على مجموعة الشفط: يجب أن يكون 22-22 5 سم - إذا كانت المسافة تتجاوز 22 5 سم ، فقد يكون موضع التقاط المواد متوقفة - إذا كان أقل من 22 سم ، يمكن أن تصل مجموعة الشفط إلى القمة وتضررت الخطوة 2: اختبار التتابع تحقق من التتابع المتصلة بالمستشعر عندما ترتفع الورقة الحديدية أثناء الاستخراج (ضمن نطاق 22-22 سم) ، يجب أن تضيء التتابع ، مما يشير إلى أنه يعمل - إذا لم يضيء التتابع ، فقد يحتاج إلى استبدال باتباع هذه الخطوات ، يمكنك حل مشكلات التقاط المواد بسرعة والحفاظ على تشغيل جهازك بكفاءة لمزيد من المساعدة ، اتصل بفريق الدعم الخاص بنا - نحن هنا للمساعدة!الهاتف المحمول: 86-159 0599 6312 (السيدة شيلي)البريد الإلكتروني: machine@hongancn.com
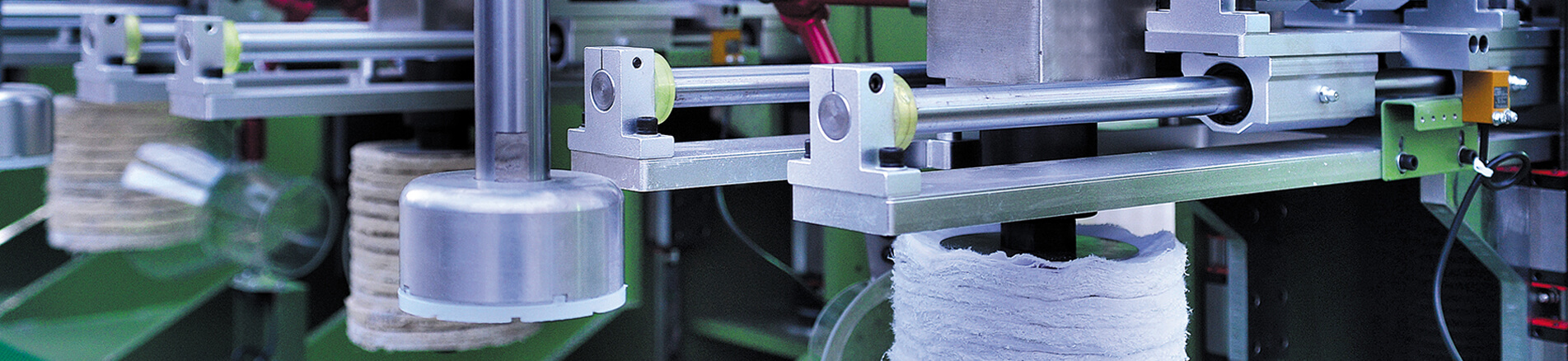
لإنتاج أدوات المائدة الميلامين ، يعد الحفاظ على جهاز تصنيع أدوات الجدول الميلامين في حالة جيدة أمرًا بالغ الأهمية. من بين أجزاء مختلفة من الماكينة ، يلعب الاقتران دورًا حيويًا. إنه يعمل على ربط المحرك ومضخة الزيت ، ويعمل بمثابة امتصاص للصدمات أثناء تشغيل آلة صب. وبالتالي ، لا يمكن المبالغة في صيانة الاقتران المناسبة. نظرًا لأن آلة ضغط أدوات الميلامين تعمل بسرعات عالية كل يوم ، فقد تصبح مسامير الاقتران في بعض الأحيان. لذلك ، بالنسبة لأولئك الذين يستخدمون آلات تصنيع علامات Melamine Manudware Melamine ، سواء كانوا عملاء أو فنيين ، فإن عمليات تفتيش الاقتران المتكررة مستحسن للغاية. فيما يلي بعض جوانب الصيانة المهمة التي توفرها آلة Shunhao ومصنع العفن : 1. إصلاح المسمار: في اللحظة التي تلاحظ فيها أن مسامير الاقتران قد خففت ، من الضروري تشديدها على الفور. يمكن أن تؤدي البراغي السائبة إلى عدم الاستقرار التشغيلي وقد تسبب ضررًا أكثر شدة على أجزاء الماكينة. 2. غطاء المطاط فحص : فحص بشكل روتيني ما إذا كان الغطاء المطاطي المتصل بالاقتران قد تدهور. إذا كانت هناك علامات على الشيخوخة في الغطاء المطاطي ، فيجب استبداله دون تأخير. من المحتمل أن ينكسر غطاء المطاط المسنين ، مما قد يتسبب في فرك أدوات التوصيل ضد بعضها البعض ، مما يؤدي إلى أضرار اقتران. في عام 2022 ، تمت ترقية آلات أدوات المائدة شونهاو ميلامين مع غطاء مواد جديد مصمم لحماية التوصيلات. كما هو موضح في الصورة:
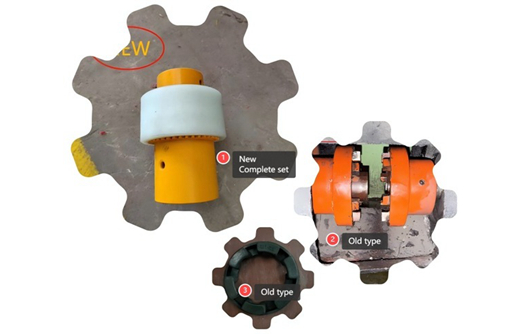
يبدو أن إنتاج أدوات المائدة المصنوعة من الميلامين عملية إنتاج معقدة لأنه يبدو أن هناك العديد من المعلمات التي تحتاج إلى تعديل. ومع ذلك ، بمجرد أن تبدأ لبضعة أشهر ، يمكنك تلخيص العديد من المعلمات المهمة. 1. اضبط مسافة الارتفاع والدوران ببطء قبل إغلاق القالب. 2. ضبط وقت القولبة وفقا لحجم المنتج. 3. ضبط درجة الحرارة وفقا للمواد الخام المختلفة. 4. تعديل مسافة العادم وانتظار العادم ووقت العادم. 5. تعديل وقت صائق (تقريبا نفسه ، فقط صقل). 6. تعديل وقت مسحوق التزجيج (تقريبا نفس الشيء ، فقط صقلها). سيقدم مصنع Shunhao اليوم النقطة الأولى بالتفصيل: قبل إغلاق القالب ، تعديل المسافة للارتفاع والتباطؤ ، يجب ضبط هذا على لوحة السكتة الدماغية للآلة (انظر الصورة أدناه) يمكن ضبط زر الرفع والإبطاء لأعلى ولأسفل وخلفه يوجد مستشعر القرب. هذا الزر قريب من المستشعر ، والضوء مضاء ، مما يشير إلى أن الموضع يبدأ في العمل من السرعة إلى البطيئة. عندما ينتهي العامل من وضع المواد الخام ، اضغط على زر التشكيل (CURING) للآلة ، وتبدأ الآلة في الارتفاع بسرعة لإغلاق القالب. لذلك ، اضبط الزر لتحديد وقت التغيير من سريع إلى بطيء. من أجل مساعدة العملاء على معرفة أكثر وضوحًا ، يرجى قراءة التفاصيل التالية. لصنع الطبق تعمل المواد الخام بشكل أسرع في قالب اللوحة ، ثم يمكن تعديل زر زيادة السرعة وإبطائها لأسفل لإغلاق القالب في أسرع وقت ممكن. لصنع وعاء عميق تحتاج المواد الخام إلى مزيد من الوقت لملء التجويف الكامل لقالب الوعاء العميق ، ثم يحتاج القالب إلى الإغلاق ببطء ، ويجب إغلاق القالب بالكامل عندما تملأ المادة الخام التجويف بأكمله. إذا تم إغلاق القالب تمامًا قبل أن تملأ المواد الخام القالب ، فستكون هناك مشكلة: يوضح مقياس ضغط الزيت أن الضغط يستمر في الانخفاض ، على الرغم من إغلاق القالب تمامًا. لذلك ، فإن هذه الأزرار الموجودة على لوحة الحد على الجانب الأيمن من الماكينة مفيدة للغاية. يمكننا ضبط الإجراء بدقة لجعل الماكينة والقالب متطابقين تمامًا ، والتي تعد أيضًا ميزة لإطالة عمر خدمة الماكينة. نأمل أن تكون هذه المقالة مفيدة لك ، يرجى الاستمرار في دعم Shunhao Machine and Mould Factory !...
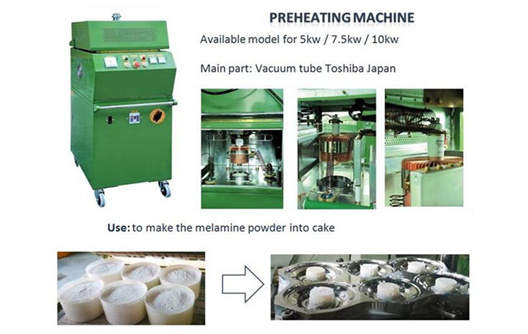
تستخدم آلات التسخين المسبق عالية التردد على نطاق واسع في صناعة القولبة ، مثل المكونات الإلكترونية المنفصلة لأشباه الموصلات ، والدوائر المتكاملة ، والتعبئة الإلكترونية الدقيقة الأخرى ، ومبدلات المحرك ، وأدوات المائدة الميلامين (الميلامين) الميلامين ، والأجهزة البلاستيكية ، إلخ . كخطوة رئيسية في تشكيل الميلامين بالضغط ، يمكن للتسخين المسبق أن يعزز سيولة مسحوق الميلامين ويحسن لمعان السطح للمنتجات المقولبة. من السهل جدًا تشغيل جهاز التسخين المسبق عالي التردد الذي تنتجه Shunhao Factory ، ولكن لا يزال هناك عدد قليل من أمور التشغيل التي يحتاج المشغل إلى الانتباه إليها . 1. من أجل منع تلف الآلة ، من الضروري التأكد من عدم وجود ماء وغبار زائدين في المواد المسخنة مسبقًا. 2. البيئة المحيطة حيث يتم وضع التسخين المسبق عالي التردد لا يمكن أن تكون رطبة أو مغبرة أو أشعة الشمس المباشرة ذات درجة الحرارة العالية لضمان وظيفة تبديد الحرارة العادية للأنبوب المفرغ. 3. الآلة بحاجة إلى أن يتم تركيبها بجودة جيدة ومتصلة بشكل جيد بسلك التأريض. 4. بعد تشغيل الآلة ، تأكد من أن مروحة التبريد للأنبوب المفرغ تعمل بشكل طبيعي. 5. تحتاج الآلة إلى التسخين لمدة 10-15 دقيقة قبل التشغيل أو الإغلاق لمدة ساعة واحدة. 6. يجب وضع المواد العازلة على الأطراف العلوية والسفلية للآلة ، ولا يُسمح بالاتصال المباشر ، وإلا فقد تتلف الآلة. 7. عند خرج التردد العالي ، من أجل منع وقوع الحوادث ، لا تستخدم أدوات التردد المنخفض والجهد المنخفض مثل أجهزة القياس المتعددة وعدادات الاختبار. 8. Regularly check the high-frequency preheater to see if there is any burnout, damage, malfunction, etc. 9. If the machine often sparks, it needs to be repaired in time.
After introducing the 718 mold steel, Shunhao Mould Factory will share with you the selection standard of 718 mold steel and hope it will be helpful to you. 1. عند اختيار متطلبات الصلابة لفولاذ القالب 718 ، تجنب نطاق الصلابة الذي ينتج هشاشة المزاج. يبلغ الحد الأدنى لدرجة حرارة الفولاذ الكربوني حوالي 250 ، في حين أن درجة الحرارة القصوى لهشاشة السبيكة الفولاذية هي حوالي 350 ~ 300 ℃. 2. اختيار مادة القالب له متطلبات معينة لمنع التشقق. تتميز سبائك الصلب بصلابة أفضل ، وتبريد وتبريد بطيئين ، وضغط حراري أقل ، وإجهاد هيكلي أقل ، وميل أقل للتكسير. يتميز الفولاذ الكربوني بصلابة ضعيفة ، وإجهاد هيكل كبير مُروى ، وضغط حراري ، كما أنه سهل التكسير. 3. يقوم مصمم القوالب بصياغة الظروف الفنية الفعلية بشكل معقول وفقًا لأداء الاستخدام ودرجة الفولاذ المختارة لتحقيق أعلى قيمة صلابة من درجة الفولاذ. بالنسبة للقوالب الفولاذية 718 ، عندما لا يمكن تلبية المتطلبات التقنية للمعالجة الحرارية ، يمكن تخفيف المتطلبات التي لها تأثير ضئيل على الحياة بشكل مناسب لتجنب عمليات الإصلاح والخردة المتعددة. 4. تعزيز فحص الجودة وإدارة المواد الخام للعفن. 718 قالب فولاذ هو أكثر أنواع الفولاذ استخدامًا في أدوات المائدة الميلامين. تضمن القوالب التي تنتجها Shunhao Moulds Factory تلبية المتطلبات الفنية في اختيار قالب الصلب لضمان عمر الخدمة وجودة القالب ، ويمكن أن تلبي أيضًا متطلبات الإنتاج لمصنع أدوات المائدة اقتصادي ودائم). لذلك ، حازت Shunhao على ثقة وتأكيد غالبية العملاء. الخط الساخن لشراء قالب Shunhao: +86 15905996312 البريد الإلكتروني: machine@hongancn.com
718 mold steel is called "advanced plastic mold steel" and is the most widely used typical steel grade among general plastic mold steels. Application: 718 mold steel has good hardenability and superior performance, and can produce large, high-grade plastic mold moldings. Typical application examples Large molds, templates for household appliances with high surface requirements. Suitable for large mirror plastic molds, such as automobiles, home appliances, audio and video products, etc. It can be used for plastic molds with mirror polishing requirements, and it is suitable for injection molds and blow molds for PA, POM, PS, PE, PP, and ABS plastics. تجويف قالب مصقول للغاية وصعبة. 718 فولاذ القالب هو أكثر أنواع الفولاذ استخدامًا في مصانع أدوات المائدة بالميلامين ويستخدم على نطاق واسع في إنتاج قوالب ضغط الميلامين . قالب أدوات المائدة المصنوع من فولاذ القالب 718 # لامع ولامع ، ومنتجات الميلامين عالية الجودة وتنافسية. مرحبا بكم في الاتصال للاستفسار! الجوال: +86 15905996312 البريد الإلكتروني: machine@hongancn.com
يمكن أن يضمن تصميم الهيكل المعقول عمر خدمة القالب ، وبالتالي فهو أساس القوالب. لدى Shunhao Machine and Mould Factory الكثير من الحالات الناجحة في صنع قوالب ضغط الميلامين . منذ عام 2002 ، يتعرف العملاء من 30 دولة أخرى على تعاون طويل الأمد مع Shunhao ويحافظون عليها. من أجل التأكد من عمل القالب لفترة خدمة طويلة ، يجب أن يلتزم صنع القوالب بالقواعد الثلاثة التالية. 1. تصميم هيكل الصب الجيد يجب أن يكون للصب سماكة موحدة لتقليل الإجهاد الحراري الناجم عن تركيز الحرارة المحلي للقالب. باستثناء السماكة ، يجب أن يكون للمسبوكات زوايا مستديرة لتجنب الضغط الناجم عن الزوايا الحادة على القالب. 2. تصميم هيكل معقول العفن الحفاظ على التوازن الحراري للقالب. من أجل ضمان عدم تشوهه تحت الضغط ، يجب أن يتمتع القالب بالصلابة والقوة الكافية. الغرض من صب القالب هو تقليل التأثير والتآكل على القلب. يجب تحديد التسامح وخشونة السطح لكل مكون بشكل صحيح. 3. توحيد عملية المعالجة الحرارية يمكن أن تحصل عملية المعالجة الحرارية الصحيحة على أفضل أداء للقالب ، أي القوة والصلابة واستقرار الأبعاد في درجات الحرارة العالية ومقاومة التعب الحراري وأداء قطع المواد.
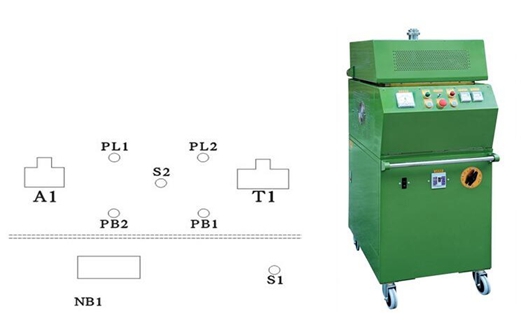
يعد التسخين المسبق للمواد الخام خطوة مهمة جدًا لإنتاج أدوات المائدة بالميلامين. عادة نضع المسحوق في صندوق خاص ونضعه في آلة التسخين عالية التردد للتسخين المسبق في الكيك. يمكن أن تحسن جودة المنتج بشكل كبير. سيشاركك مصنع Shunhao اليوم في خطوات التشغيل الخاصة بالتصميم المسبق. أولاً ، دعنا نتعرف على لوحة التحكم في جهاز التسخين المسبق. مقدمة عن لوحة التحكم: A1 = عداد حالي PL1 = مصباح طيار للطاقة (أخضر) PB2 = بدء تشغيل التردد العالي S2 = مفتاح الجهد العالي PL2 = HFPILOT LIGHT (أحمر) PB1 = توقف التردد العالي T1 = HIGH FREQUENCY TIMER NB1 = قاطع عدم الصمامات S1 = محول الجهد العالي بعد ذلك ، سنوضح لك خطوات العملية المحددة. 1. افتح البوابة الكهروميكانيكية للتسخين المسبق (مصدر الطاقة 380 فولت). 2. قم بتشغيل مفتاح الطاقة لآلة التسخين المسبق (مؤشر الطاقة قيد التشغيل) وقم بالتسخين لمدة 5-10 دقائق. 3. اضبط مفتاح التسخين المسبق على "ON". 4. اضبط "وقت التسخين" و "درجة حرارة التسخين". 5. ضع المادة الخام MMC في حاوية خاصة واضغط على زر "High Frequency Start". ( يضيء مؤشر التسخين). 6. عندما تصل درجة الحرارة إلى القيمة المحددة ، سيتوقف جهاز التسخين المسبق عن العمل ثم يفتح تلقائيًا. 7. إذا تم العثور على شيء غير طبيعي ، يجب إغلاقه وإيقافه على الفور ، وإبلاغ الموظفين المعنيين للتعامل معه. انتباه ، يرجى إيقاف تشغيل طاقة الجهاز أثناء الفحص أو الصيانة لسبب السلامة. واحتفظ بالباب الجانبي مغلقًا أثناء تشغيله.
The tube is the most important part of high frequency preheating machine . In Shunhao Factory, the tube and the machine will be separated and carefully packed. The machine uses wooden box sealed packaging for goods safty, 100% protection of the machine from moisture and collision. عندما تصل الماكينة إلى مصنع العميل بأمان ، سيساعد مهندسو Shunhao في تثبيت أنبوب Canon . أولاً ، يمكننا مشاهدة الفيديو والحصول على فكرة. كيفية تثبيت الأنبوب لآلة التسخين المسبق؟ فيما يلي الخطوات الواضحة التي يجب عليك اتباعها. 1. أخرج الزجاج وضع أنبوب Canon مرة أخرى بعناية. 2. قم بتوصيل الأسلاك أو الملفات الأخرى بمكانها الصحيح بإحكام. ملاحظة أساسية: تم تغيير اسم Toshiba Japan Tube إلى Canon Tube في الأول من نوفمبر 2018. الأنبوب هو جزء القلب من آلة التسخين المسبق HF . تستخدم آلة التسخين المسبق في الغالب في عملية التسخين المسبق لمركب صب الميلامين. معلمات آلة التسخين: لا محتوى. هجى -520 هجى -720 هجى -1020 1 انتاج | 5 كيلو واط 7 كيلو واط 10 كيلو واط 2 مصدر الطاقة 3 Φ 220 فولت 380 فولت 415 فولت 3 Φ 220 فولت 380 فولت 415 فولت 3 Φ 220 فولت 380 فولت 415 فولت 3 مدخلات الطاقة 11 كيلو فولت أمبير 13 كيلو فولت أمبير 20 كيلو فولت أمبير 4 تردد التذبذب 62 ميجا هرتز 62 ميجا هرتز 27 ميجا هرتز 5 أنبوب مفرغ 7T699RB E3069RB 8T85RB 6 تبديل الجهد 3 مراحل 3 مراحل 3 مراحل 7 وقت 999.9 ثانية 8 قوة التسخين 110 في غضون 60 ثانية 9 راتنج الفينول 1200 غرام 1500 غرام 6500 غرام 10 مركب صب الميلامين 1000 غرام 1200 غرام 6000 غرام 11 مجمع صب اليوريا 1000 غرام 1500 غرام 6000 غرام 12 حجم القطب 310 × 360 م / م 340 × 380 م / م 450 × 560 م / م 13 تباعد القطب 30-70 م / م 30-70 م / م 35-60 م / م 14 أبعاد الآلة (LWH) 850 × 600 × 1520 850 × 600 × 1520 1150 × 820 × 1720 15 وزن الآلة 260 كلغ 320 كلغ 600 كلغ آلة التسخين لها نماذج مختلفة: 3KW صغير جدًا ، ونادرًا ما يستخدم في صناعة الميلامين 5KW تستخدم عادة بسعة مسحوق تصل إلى 1000 جرام 7KW مشابه لطراز 5KW ، لكن قدرته تصل إلى 1200 جرام. 10KW لديه قدرة مسحوق تصل إلى 6000 جرام ، للعمل مع آلة صب الميلامين 300 طن -800 طن يوصى باستخدام آلة التسخين المسبق 10 KW لآلة صنع غطاء مقعد المرحاض اليوريا ، ...
في ممارسة الإنتاج ، وجدنا أن أعطال النظام الهيدروليكي الناتجة عن الزيت الهيدروليكي تمثل 75٪ من معدل الفشل الهيدروليكي بالكامل ، لذا فإن كيفية التنظيف الفعال لخزان الزيت لها أهمية خاصة. سيقدم لك Shunhao Factory إجراءات التنظيف الواضحة. 1. يجب معالجة خزان الزيت الهيدروليكي الجديد المتكون عن طريق اللحام على النحو التالي قبل الفوسفات. استخدم ملعقة لإزالة خبث اللحام وعقيدات اللحام تمامًا في اللحامات المحيطة. استخدم ملفًا لتنظيف نتوءات وفتحات فتحة خزان الزيت وفتحات التوصيل الملولبة في كل مكان. امسح جميع الأجزاء بقطعة قماش خالية من النسالة ونظف الكيروسين. استخدم الهواء المضغوط لتفجير الغبار على سطح خزان الزيت والأجزاء التي تم تنظيفها. إذا كنت بحاجة إلى تثبيت حشية على مستوى غطاء الختم ، فيجب عليك عمل الحشية مسبقًا. 2. تنظيف مظهر خزان الزيت بعد الفوسفات استخدم ملعقة لتنظيف بقايا محلول الفوسفات والجزيئات الموجودة على السطح الداخلي لخزان الزيت. If there are rust spots, use the sand cloth to remove rust, and apply phosphating solution to the rust-removed parts, and clean the phosphating solution residue after 2 minutes. Clean kerosene with a lint-free cloth, clean the oil ports of the connecting threads everywhere and blow dry with compressed air, seal the oil port with a clean screw plug in time, and thoroughly scrub the inner surface of the tank with clean kerosene. Knead the dough with clean anti-wear hydraulic oil (L-HM46#), paste the welds, holes, corners and other parts of the surface one by one, and repeat the operation until the dough is free of impurities, fine dust and particles. Blow the inside of the oil tank thoroughly with compressed air, and apply clean L-HM46# anti-wear hydraulic oil (to prevent the inside of the oil tank from rusting). If the cleaned oil tank is not assembled for the time being, it should be covered immediately, and it can be sealed with a large tape. And put on the oil tank cap to prevent secondary pollution, and put it in a proper position to avoid knocking. The hydraulic melamine molding machines made by Shunhao are Taiwan technology supported,if operated properly, maintained in an orderly way, can be durable operation and will be the best helper for the melamine tableware factories!
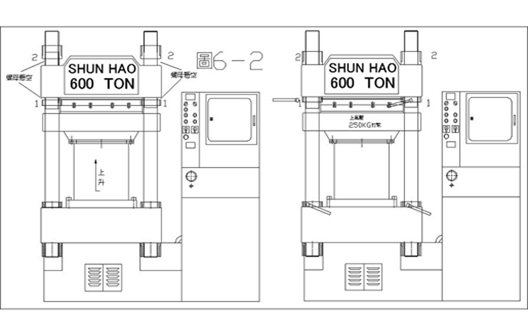
Picture 1:Melamine molding machine with the lowering of hydraulic press Before operation, connect the power supply and check whether the motor rotation direction is correct. Turn the machine under Manual Mode; slowly raise the machine to the position of Picture 2. 2-1 are the nuts of the tension column. Install the nuts in the position as shown in the picture. Then lock the screws 2-2. Picture 2 Picture3 Picture 4 Picture 5 The four parallel guides must be fitted with nuts, as shown in Picture 3. Then lower the machine to lower the nut to the position, as shown in Picture 4. After the operation, lock the nuts, as shown in Picture 5, and then tighten the nuts counterclockwise with a hammer. Picture 6 Picture 6-1 Picture 6-2 Correct the parallelism of the heating plate: Turn the nuts of the upper bolster high, as shown in Picture 6-1 Continue to raise the heating plate up, raise the upper bolster to separate it from the nut 2, but not touching the nut, as shown in Picture 6-2 اقلب الصامولة 1 والصمولة 2 بإحكام بإحكام إلى المسند العلوي. اضغط على الآلة حتى 230 كجم / سم 2 ، وشد الصمولة 2 عكس اتجاه عقارب الساعة
اليوم ، سوف يقدم لك Shunhao Machine and Mould Factory كيفية تثبيت قوالب الضغط في آلة صنع الميلامين . () تحقق مما إذا كانت مواصفات القوالب مناسبة للتركيب على لوحة التسخين الخاصة بالماكينة قبل تركيب القوالب. اضبط المسند المتحرك على أدنى وضع ، وقم بإعداد 8-12 مكواة ثابتة وعدة جوانات (ملحقات قياسية). (Ⅱ) استخدم رافعة شوكية لتحريك مجموعة القوالب بأكملها إلى وضع معتدل على لوحة التسخين الخاصة بالماكينة. قفل لوحة القالب بحديد المشبك الثابت ، والحشيات والمسامير لتثبيت القالب السفلي على اللوحة السفلية للماكينة. (Ⅲ) استخدم وضع التشغيل اليدوي لآلة التصنيع الهيدروليكية لرفع لوحة التسخين الخاصة بالماكينة ببطء ، بحيث يتم ضغط القالب العلوي برفق على اللوحة العلوية للآلة . 1. إذا كان القالب مرتفعًا ، يمكنك فك الصامولة من الخارج من اللوحة العلوية. بعد رفع القالب إلى أعلى وضع ، قم بربط الجوز الداخلي وشده ، ثم قم بفك الصامولة العلوية ولكن قم بإصلاح اللوحة العلوية بإحكام. 2. إذا كانت القوالب أقل من مجموعة القوالب السابقة ، فيجب إنزال اللوحة العلوية إلى الموضع المناسب مع القالب الأعلى السابق أو ارتفاع كبير من الحديد. قم بنقل القالب المرتفع السابق وتفريغه واستبداله بقالب جديد وتثبيته بالطريقة المذكورة أعلاه. (ⅠⅡⅢ) 3. ثبت القالب العلوي على اللوحة العلوية بمشابك حديدية ثابتة. 4. تحقق من جميع الصواميل وأحكم ربطها ، ثم استخدم مطرقة وأدوات أخرى لربط البراغي. قفل جميع الصواميل بإحكام لمنعها من الارتخاء أثناء التشغيل.